- 广州子锐机器人技术有限公司
- 服务热线:020-82000787(8:30-17:30)
- 联系手机:15889988091(非工作时间)
- 座机:020-82000787
- 传真:020-32887675
- 邮箱:gz@zr-robot.com
- 广州市番禺区东环街金山谷创意八街1号109
- 当前位置:首页 > 机器人故障诊断 > FANUC发那科弧焊机器人常见故障怎么处理
FANUC发那科弧焊机器人常见故障怎么处理
时间:2019-12-18 点击: 来源:互联网 作者:匿名
简介:自动弧焊机器人工作站一般由弧焊机器人及控制器、外围操作机连锁机构和焊接电源组成,在设备故障排除时可以根据故障代码并结合各模块进行设备维修。 1.弧焊机器人运动部位故障 弧焊机器人运动部位故障,该故障一般报警代码前缀为SRVO,出现该故障报警时需要……
自动弧焊机器人工作站一般由弧焊机器人及控制器、外围操作机连锁机构和焊接电源组成,在设备故障排除时可以根据故障代码并结合各模块进行设备维修。

1.弧焊机器人运动部位故障
弧焊机器人运动部位故障,该故障一般报警代码前缀为SRVO,出现该故障报警时需要检查各伺服单元及相应的控制线路。下面结合两个例子进行说明。
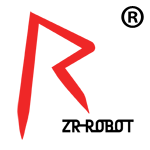
(1)FANUCM—10i弧焊机器人配备R—30iB控制系统在运行过程中突然停机并出现报警为:SRVO-021SRDYOFF(G∶2A∶1)。
首先对该报警进行复位,发现无法复位该报警。
查阅该报警号的故障原因为:所显示的群组、轴所对应的伺服放大器的准备就绪信号关闭。由于设备前期正常使用所以排除各轴轴号、放大器号和放大器类型更改的原因,根据报警号显示的群组可以看出是弧焊系统的外部旋转轴,首先检查设备外部各轴连锁开关,未发现存在故障。初步判断,故障原因应该在设备外部旋转轴的第一个伺服电动机处。
为进一步判断故障原因,测量伺服电动机侧抱闸电压为0V,而伺服放大器侧抱闸电压为正常电压24V,判断为伺服电动机抱闸未打开,导致设备控制器报警。进一步排查线缆,发现伺服电动机编码器线、抱闸线均存在磨损断线现象。更换编码器线,抱闸线后,复位该报警后显示报警号为SRVO-062BZAL异常(G∶2A∶1),进行脉冲复位并校准该轴零点后设备恢复正常,如图1所示。
图1
(2)FANUCM—10i弧焊机器人在自动运行过程中出现停机并报警:SRVO-046OVC异常(G:2A:1)SRVO-024移动时误差过大(G∶2A∶1)SRVO-124确认机械塞子(G∶2A∶1)。
操作人员反映该报警前期出现过并可复位,但此次无法复位。根据报警号判断主要报警应该为SRVO-046OVC异常(G∶2A∶1),查阅该报警号的故障原因为:伺服装置内部计算的均方根电流值超过了最大允许值。
为保护电动机和放大器免受热损坏,发出该报警。可能的原因主要集中于伺服电动机抱闸、电源和过载。分析该故障可能原因为伺服电动机在运行时电流过大导致报警,存在过载现象。根据故障原因检查抱闸、电源、线圈无异常,但在检查线路是发现有一外部轴伺服电动机的电源线磨损,分析原因为线路在振动中可能出现对地导致故障发生,处理后报警复位。但设备在运行一段时间后仍然出现该报警,分析可能是伺服电动机故障,拆下伺服电动机在不加负载的情况下试运行,无报警,但在运行中发现伺服电动机轴出现摆动,至此判断该工位减速器出现故障,拆下减速器发现减速器卡死,更换减速机后设备正常。
2.弧焊机器人工作站弧焊寻位程序故障
弧焊机器人工作站弧焊寻位程序故障,此类故障的报警前缀一般为THSR,该类故障应着重检查与寻位相关的参数设置、硬件连接和寄存器状态。下面结合两个例子进行说明。
(1)FANUCM—10i弧焊机器人配备R—30iB控制系统在正常工作中出现报警THSR-030还没有搜查开始,已经接触制品,SRVO-126Quiqe停止错误(G∶1)。
分析两处报警主要原因应该是THSR-030故障后设备停止才发生SRVO-026故障,因此查阅THSR-030故障原因为:在搜索动作开始之前,电线与零件接触。对策为:检查零件盒电线或示教新的搜索开始位置。由于该弧焊程序故障中存在寻位,分析寻位中存在零件与弧焊机器人的电信号交换,故决定检查该电信号交换线路,但该电信号交换过程中未发现电气线路,分析可能通过焊丝进行信号传递。检查焊丝时发现送丝软管脱落,焊丝与设备支撑架接触,而支撑架与零件工装是一个整体,故焊丝与零件接触构成信号回路,导致故障发生,更换送丝软管并做好绝缘后,设备故障消除,如图2所示。

图2
(2)FANUCM—10i弧焊机器人程序在进行寻位动作时出现报警,报警号为:THSR-022工件未零点标定。
考虑该焊接程序是第一次进行示教并试运行,应该与编程参数有关,查阅报警对策要求进行零件调校;另外由于报警号为THSR,于是考虑检查碰触相关的参数。DATA——碰触设定,然后找到寻位使用的参数号并将原点位置的值改为开,接着再次对该位置进行寻位示教,最后关闭原点,试运行程序未发生报警。
3.外部紧急停止线路故障
外部紧急停止线路故障,该类故障报警号一般与SRVO相关,但其主要原因是由于紧急停止线路被触发导致设备故障,因此此类故障因检查与设备紧急停止相关的设置、硬件和线路。下面结合两个例子进行说明。
(1)FANUCM—10i弧焊机器人配备R—30iB控制器显示报警SRVO-232NTED输入,设备无法运行。
首先复位该报警号,发现无法复位该报警,查阅故障代码原因为:检测到NTED(非示教启用装置)。故障对策为:按NTED(非示教启用装置),然后按REST(复位)键。根据故障对策检查外部各急停均未发现故障,因为该设备前期进行维修时更换过紧急停止单元电路板,在对该电路板进行检查时发现该电路板缺少一个短接插头CRMA96,将该短接插头接入电路板A20B-2102-005上后设备恢复正常,如图3所示。
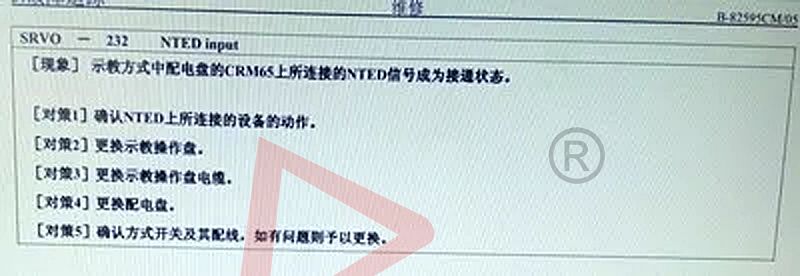

图3
(2)FANUCM—10i弧焊机器人在更换紧急停止电路板后报警,报警号为:SRVO-372OPEMG1状态异常,SRVO-230Chain异常。
查阅报警号故障原因为:通过操作面板的急停开关检测出来链路报警。检测各紧急停止开关未发现异常,检查紧急停止24V电压正常,检查总线转换单元输入信号发现一紧急停止信号没信号,检查该线路发现线路中间继电器故障,更换后无法复位SRVO-230报警,通过操作MENUS—ALARMS—F4RES_CH1—F4是—REST,可将该报警消除,消除后设备恢复正常,如图4所示。


图4
4.设备长期闲置或者被维修过导致的设备故障
设备长期闲置或者被维修过导致的设备故障,该类设备故障代码无规律可言,一般由于参数设置不当,或者设备软硬件由于状态改变导致设备无法运行,该类故障要根据前期维修内容进行检修。下面结合两个例子进行说明。
(1)FANUCM—10i弧焊机器人在闲置一段时间后由于断电更换编码器电池导致零点丢失,在进行零点校正时,机器人第五轴出现报警,报警号为SRVO-050碰撞检测报警(G∶1A∶5),且该报警无法复位。
查阅该报警号故障原因主要为:
①焊枪与工件撞击。
②加减速过猛。
③伺服电动机、伺服放大器故障。
④伺服电动机抱闸故障。
⑤伺服电动机电源电压、电源线故障。
⑥减速机故障。
针对故障原因对第五轴进行检查,首先检查各电气线路,电源电压未发现异常,由于该设备长期未运行,所以排除撞击和参数设置原因。接着对伺服电动机和减速机进行检查,发现减速机蜗杆与齿盘有冲撞的痕迹,为进一步确定故障原因,更换伺服电动机,发现设备仍然出现报警,确定减速机出现故障。拆解减速机构发现减速机在逆时针方向运行时运行平稳,在顺时针方向运行时存在死点,需要很大的力方可通过,从而导致伺服电动机电流过大报警,进一步拆解该部分发现蜗杆与齿盘间隙需进行调整,通过制作调整垫片对该间隙进行调整,最终调整垫片由原来的0.5mm调整至0.9mm,消除死点减速机平稳运行。装机并进行原点校正后设备正常运行,如图5~图7所示。
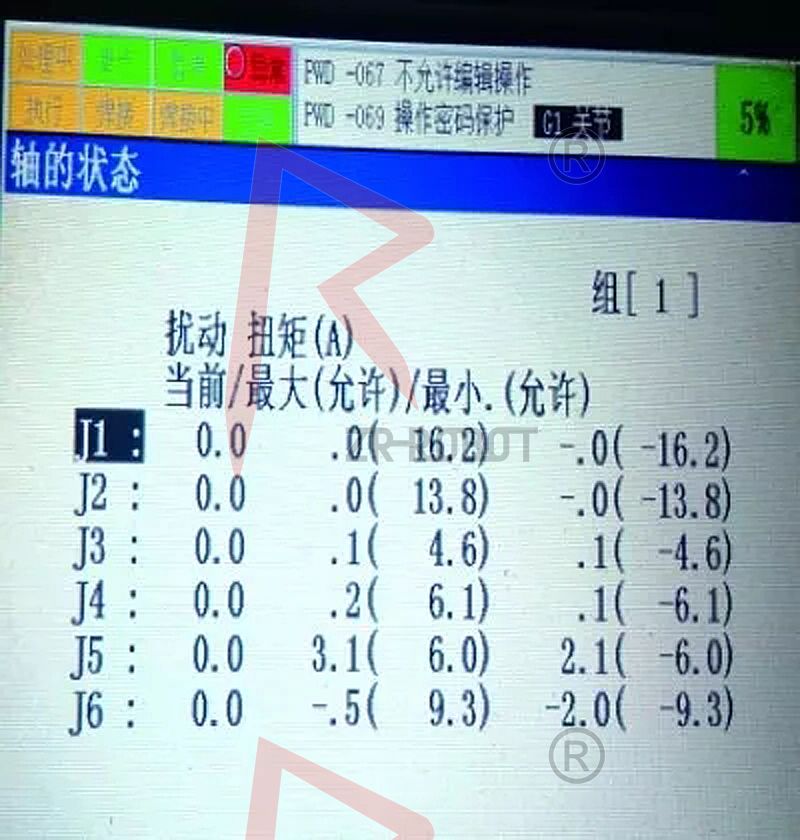
图5

图6 拆解第五轴蜗杆,并调整蜗杆与齿盘间隙,防止运行中死点产生
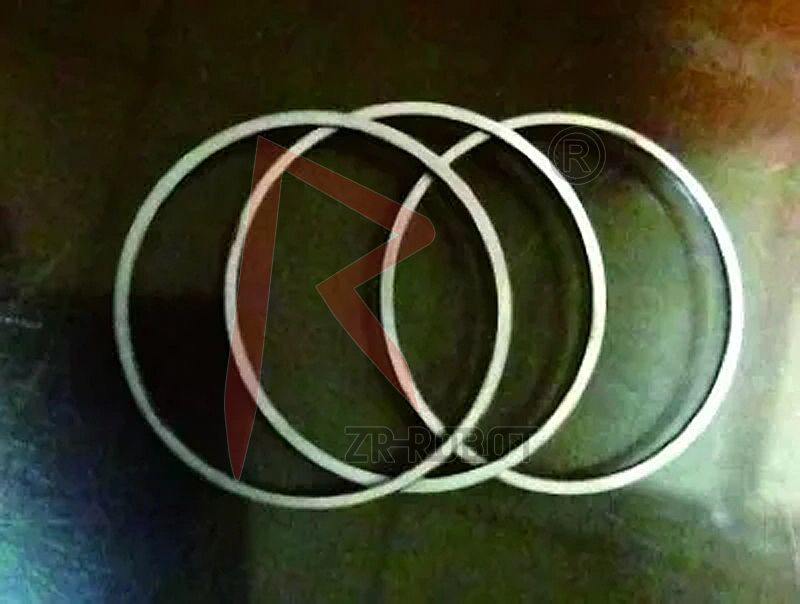
图7 加工的调整垫圈,厚度为7mm
(2)FANUCM—10i弧焊机器人在设备进行维修后所有I/O口均无法使用,设备无任何报警。
查看设备数字I/O口全部显示为OFFLN,由于考虑该设备前期进行了维修,维修人员可能更改了某项参数设置,所以检查与I/O相关的参数设备,未发现异常。于是考虑设备DeviceNetI/O配置,通过操作MENUS—I/O—下页—DeviceNet发现81-84号机架均处于OFFLINE状态,将82号机架更改为ONLINE状态,设备恢复正常。
5.程序编写故障
设备程序编写故障,该类故障一般出现在程序第一次编写时或者试运行时,排除该类故障需要编程人员认真检查程序内容并进行修改即可。下面结合两个例子进行说明。
(1)FANUCM—10i弧焊机器人在进行零点校正后运行TCP程序时报错,设备报警号为MOTN-049零点标定结果未更新,点动任意单轴时设备报警为JOG-002零点校准未完成。
由于该设备前期使用单轴零点标定对设备6个轴进行了零点标定,所以考虑在零点标定中出现未完成的步骤,于是将系统变量$DMR_GRP【1】改为TURE,然后重新进行零点标定,标定完成后进行设备重启,设备恢复正常。
(2)FANUCM—10i弧焊机器人在进行新程序示教并运行时,出现报警MOTN-023在奇异点附近,程序无法运行。
考虑该报警与程序示教点有关,于是更改该示教点位置,改变零件防止位置,重新记录示教点,然后试运行该程序,该程序正常运行无报警。
上面仅仅是通过几个简单的故障现象总结了几条FANUCM—10i弧焊机器人维修的方法,但FANUCM—10i弧焊机器人工作站由于系统组成较复杂,其涉及学科较多,故障表现不直观,维修难度较大,所以要求维修人员要在实际维修中不断的积累经验、学习新的维修技术,才能对设备故障判断准确、维修迅速。
免责声明:本网部分文章和信息来源于互联网,本网转载出于传递更多信息和学习之目的。如转载稿涉及版权等问题,请立即联系网站所有人,我们会予以更改或删除相关文章,保证您的权利。
工业机器人维修相关阅读:
扫二维码手机浏览