
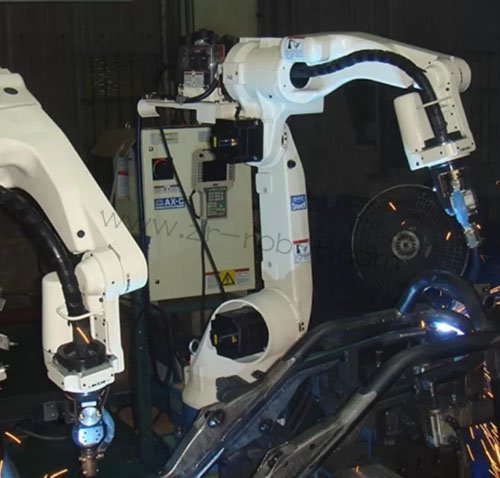
在各类规模化焊接生产场景中,OTC弧焊机器人凭借可靠的性能和精准的操控表现,成为机械制造、汽车零部件加工、钢结构焊接等领域的核心设备。其整合了机械传动、电气控制、焊接工艺等多方面技术,机械臂、控制柜、焊枪组件、送丝系统及传感装置的协同运作,直接决定焊接效率与成品合格率。长期处于高负荷、多粉尘、油污侵蚀的生产环境中,再加上部件自然损耗、操作流程不规范、电网电压不稳定等因素,OTC弧焊机器人难免出现各类运行故障,不仅会导致焊接精度下降、工件返工增多,严重时还会造成设备停机,给企业带来直接的生产损失。由于OTC弧焊机器人各部件关联性强、结构精密,OTC机器人维修结合其专属结构特点,精准定位故障根源,规范开展检修操作,才能彻底解决故障,避免后续复发。
OTC弧焊机器人的故障类型多样,但不同故障的外在表现的都有明确指向,无需盲目拆解整机,通过现场运行观察和简易检测,就能快速锁定故障范围。机械类故障的典型表现为机械臂动作迟缓、转动时有异响、定位偏差超出标准,或是送丝机构出现卡丝、送丝速度忽快忽慢,这些问题多与关节减速器润滑油变质、轴承磨损、机械连接件松动有关,送丝轮磨损、导丝管堵塞也会直接引发送丝异常。电气类故障则多体现为控制柜报错、指示灯闪烁、机器人无法正常启动,部分情况下会出现焊枪无电弧、焊接电流电压波动过大,主要是线路接触不良、保险丝烧毁、控制模块故障或传感器失灵导致。焊接质量类故障则直接反映在焊缝上,气孔、夹渣、咬边、未焊透等缺陷,除了工艺参数设置不合理,还可能是焊枪喷嘴堵塞、保护气供给不稳或送丝精度不足造成。
开展OTC弧焊机器人维修作业,安全管控与前期筹备工作必不可少,直接关系维修人员人身安全和设备OTC机器人维修质量,避免人为操作引发二次损坏。作业前需彻底关闭机器人总电源和气源,断开控制柜电源开关,拔下所有连接线缆和气管,预留充足时间让内部电容完全放电,严禁带电、带气进行检修操作。维修人员需全程佩戴防静电手环、绝缘手套和防护眼镜,作业台面铺设防静电垫,拆解过程中使用专用防静电工具,防止手上的静电、汗液损坏内部精密元件和电路。同时,清理作业区域的粉尘、油污,将维修工具和配件分类摆放整齐,避免杂物掉入设备内部,为后续检修工作创造整洁、安全的环境。
维修工具与配件的选择需严格匹配OTC弧焊机器人的型号规格,这是保障维修质量、避免故障复发的关键。工具准备上,需配备经校准合格的万用表、示波器、热风枪、专用拆焊工具、扭矩扳手、十字螺丝刀、软毛刷和无水乙醇,同时准备好润滑脂、密封件、导电胶等辅助耗材,确保机械部件拆解、电气元件检测、线路修复和部件润滑等操作规范高效。配件选用上,优先采用OTC原厂正品,重点储备关节减速器、轴承、送丝轮、导丝管、控制模块、传感器、保险丝、焊枪喷嘴等易损部件,确保配件参数与机器人型号完全匹配,杜绝使用通用配件,避免因兼容性问题损坏关联部件、引发故障复发。此外,需提前查阅对应型号机器人的维修手册和结构图纸,明确各部件的安装布局、连接方式和OTC机器人维修标准,熟悉常见故障的排查方法和修复流程。
机械故障的检修需围绕部件检测、修复和润滑防护展开,针对不同故障根源采取针对性措施。遇到机械臂卡顿、异响问题,需拆解关节部位,检查减速器内润滑油的液位和油质,若润滑油不足或出现变质,及时更换专用润滑油;若轴承出现磨损、卡顿现象,更换同型号原厂轴承,安装后均匀涂抹润滑脂,确保机械臂转动顺畅。同时,检查机械臂连接件和固定螺栓,对松动部位按规定扭矩拧紧,防止设备运行时产生振动,加剧部件磨损。针对送丝不均、卡丝故障,拆解送丝机构,清理送丝轮表面的焊丝碎屑和油污,磨损严重的送丝轮及时更换;疏通导丝管内部的堵塞物和焊丝氧化皮,确保送丝通道顺畅,同时调整送丝压力,使其与焊丝规格、焊接工艺需求相匹配。
电气故障的检修核心是精准排查电路隐患、检测元件性能,及时更换损坏部件。首先对外部线路进行全面检查,查看所有连接线缆和接头是否存在破损、老化、虚接等问题,接头针脚若有氧化、弯曲,用无水乙醇擦拭清理后重新紧固,破损线缆及时更换,确保电路传输通畅。随后检测控制柜内部元件,用万用表检测保险丝的导通性,若保险丝熔断,更换同规格保险丝,并彻底排查熔断根源,避免再次出现熔断问题。用示波器检测控制模块、传感器的信号波形,若波形异常,说明对应元件已损坏,需进行拆焊更换,焊接时严格控制热风枪温度,防止高温损坏周边元件,焊接完成后仔细检查焊点,确保无虚焊、漏焊现象。同时,检查保护气供给回路,排查气管是否存在泄漏、电磁阀运行是否正常,确保保护气供给稳定,满足焊接作业需求。
焊接质量故障的解决需结合设备检修与工艺调整,双管齐下才能彻底消除缺陷。若焊缝出现气孔、夹渣,首先检查焊枪喷嘴,清理内部飞溅物和杂物,磨损严重的喷嘴及时更换;检查保护气流量是否符合标准,调整供气参数,确保保护气能形成致密的保护气幕,有效隔绝空气对熔池的氧化。若出现咬边、未焊透等问题,调整焊接电流、电压和焊接速度等工艺参数,OTC机器人维修时检查机械臂的定位精度,校准机器人动作参数,确保焊枪位置精准,贴合焊接需求。若因送丝精度不足导致焊缝不均,调整送丝机构相关参数,更换磨损的送丝部件,确保送丝稳定、均匀,为优质焊接提供保障。
所有故障修复完成后,需按照拆卸的反顺序进行整机装配,装配过程中注重细节把控,确保各部件安装到位、连接牢固,机械臂转动灵活顺畅,线路、气管排列规范,无松动、缠绕现象。装配完成后,先进行空载测试,启动机器人,检查机械臂动作是否平稳、无卡顿、无异响,控制柜指示灯显示正常、无报错提示,送丝机构送丝顺畅,保护气供给稳定。空载测试无异常后,开展联机焊接测试,选用与实际生产工况一致的工件和焊丝,调整好焊接工艺参数,进行试焊接,仔细检查焊缝质量,确认无气孔、夹渣等缺陷,焊接精度符合标准。
测试过程中需持续监测机器人的运行状态,若出现故障复发或新的异常情况,立即断电停机,针对性重新排查对应部件,调整OTC机器人维修方案,直至故障彻底解决,确保机器人能够稳定满足生产作业需求。日常运维工作是降低故障发生率、延长设备使用寿命的关键,需融入日常生产流程,形成常态化的防护机制。
定期清理机器人表面和内部的粉尘、油污,重点清理焊枪喷嘴、送丝机构和控制柜内部,避免杂物堆积影响设备正常运行。定期检查机械部件的润滑状态,及时补充或更换润滑油、润滑脂,检查连接件和螺栓的紧固情况,对松动部位及时拧紧。定期检测电气线路和元件,排查线路隐患,提前更换老化、性能下降的元件。严格按照规范流程启停机器人,避免频繁强制断电、非法关机,减少设备冲击损耗。每半年对机器人进行一次全面检测校准,调整机械臂定位精度和焊接参数,主动排查潜在故障隐患,确保OTC弧焊机器人长期稳定运行,保障焊接生产高效有序推进。




